Quick Specs
Fast calculations and streamlined data input processes leave time for Motor-CAD users to explore more motor topologies and fully assess the impact of advanced loss effects in the initial stages of an electromechanical design.
Ansys Motor-CAD is a dedicated electric machine design tool for fast multiphysics simulation across the full torque-speed operating range.
Motor-CAD enables design engineers to evaluate motor topologies and concepts across the full operating range, to produce designs that are optimized for performance, efficiency and size. Motor-CAD software’s four integrated modules—EMag, Therm, Lab, Mech—enable multiphysics calculations to be performed quickly and iteratively, so users can get from concept to final design in less time.
Fast calculations and streamlined data input processes leave time for Motor-CAD users to explore more motor topologies and fully assess the impact of advanced loss effects in the initial stages of an electromechanical design.
July 2023
Ansys Motor-CAD is the result of the relentless pursuit of continuous improvement to provide electric machine engineers with motor designs that are more efficient and easier to produce.
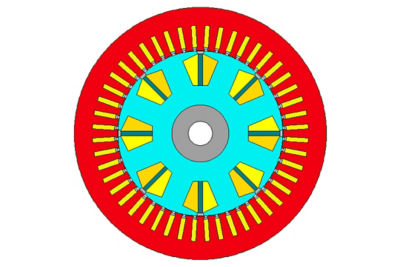
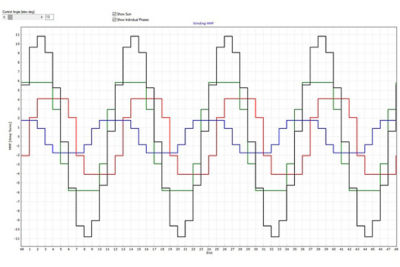
Calculate NVH behavior for WFSM/EESM for the automotive industry. The electromagnetic excitation forces are calculated using 2D FEA and used with analytical mechanical and acoustic models for complete NVH analysis. This enables earlier evaluation of NVH behavior in the design process, saving significant time.
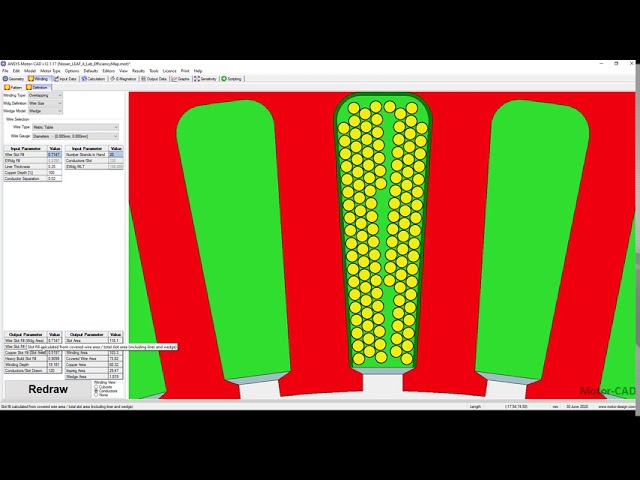
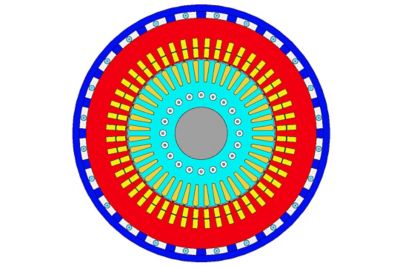
Improved hairpin winding flexibility and feasibility checks, combined with a simplified UI and an automated hairpin layout, can save significant time in model generation. These improvements will enable engineers to explore a more expansive design space by analyzing different winding configurations.

Motor-CAD is now available on Ansys Gateway virtual desktop. Access to powerful hardware allows Motor-CAD and OptiSLang workflows, and other Ansys tools, to run simultaneously to achieve short product development cycles.
MOTOR-CAD CAPABILITIES
With decreasing development cycles, motor designers need to make design decisions quickly, and with certainty that they will not face problems down the line. Fast calculations and streamlined data input processes leave time for Motor-CAD users to explore more motor topologies and fully assess the impact of advanced loss effects in the initial stages of a design.
Motor-CAD software’s intuitive, template-based setup and embedded multiphysics expertise simplifies the design process and reduces reliance on multiple teams for specific electromagnetic, thermal or mechanical experience — so motor designers can keep more control over their designs.
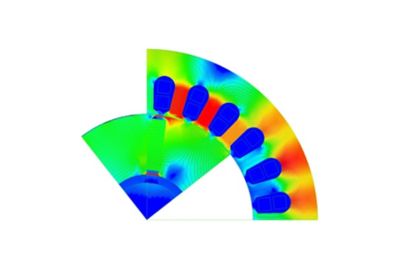
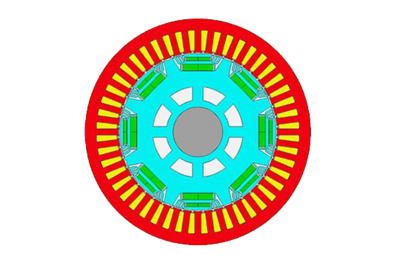
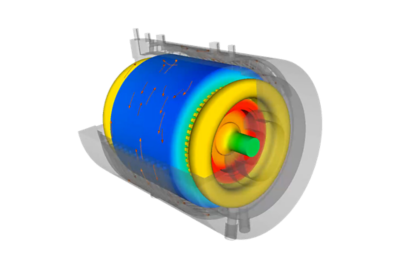
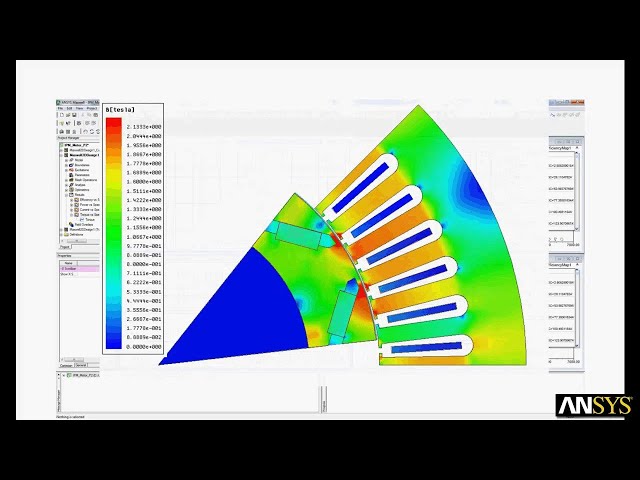
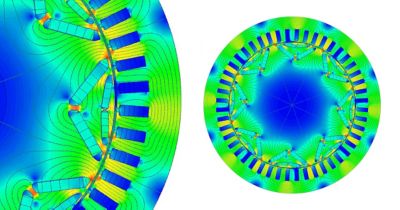
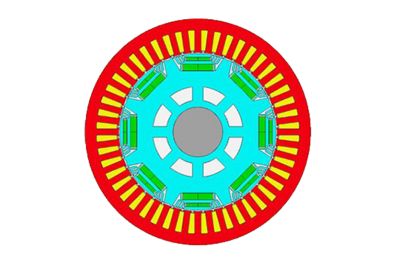
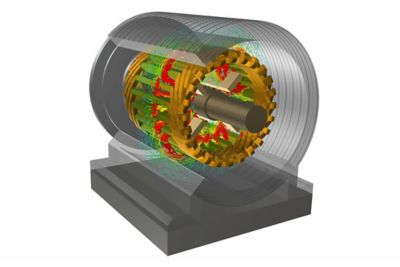
Motor-CAD delivers high-fidelity, 2D/3D analysis capability enabling users to analyze end-effects, demagnetization, core loss, hysteresis and other advanced electromagnetic phenomena, calculate the thermal envelope for operation and design complete motor cooling systems
MOTOR-CAD RESOURCES & EVENTS

Noise, vibration, and harshness (NVH) are essential aspects that must be considered when designing and optimizing a motor. Using Ansys Motor-CAD with Ansys optiSLang, we show how to optimize the motor’s noise alongside the motor’s electromagnetic, thermal, and mechanical requirements. As the design matures, structural information from Ansys Mechanical can improve the rapid analytical structural model, increasing the fidelity of the solution while maintaining the speedy solution times that allow fast design optimization.
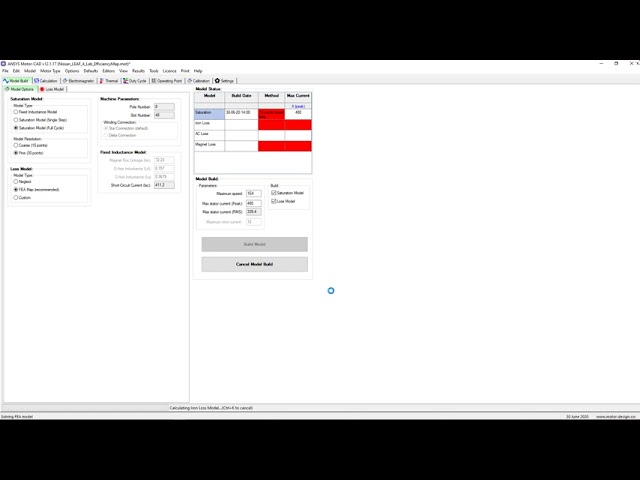
Learn how Ansys Motor-CAD can rapidly evaluate a candidate induction machine design using multiphysics analysis against the complete specification, including continuous torque/speed characteristics and drive cycle efficiency.
This webinar series showcases solutions spanning all aspects of electric machine design - be it concept design and development, cooling system development, noise, vibration, and harshness (NVH), or system-level optimization.
It's vital to Ansys that all users, including those with disabilities, can access our products. As such, we endeavor to follow accessibility requirements based on the US Access Board (Section 508), Web Content Accessibility Guidelines (WCAG), and the current format of the Voluntary Product Accessibility Template (VPAT).